![]()
非球面レンズ について

カタログ標準品 製品ラインアップ
高精度のレーザー用非球面レンズ
アスフェリコン社はレーザー用の高精度非球面レンズの製造と加工に特化したメーカーです。
最上級の品質と精度を礎として、非球面レンズ単体、マウント付非球面レンズ、そして複雑なレンズシステムまでもお客様にご提供しています。
非球面レンズの利点
光学システムに非球面レンズを使用することには、複数の利点があります。
非球面レンズを従来の球面レンズと比較した利点:
- 球面収差の補正
- システムの小型化
- 軽量化
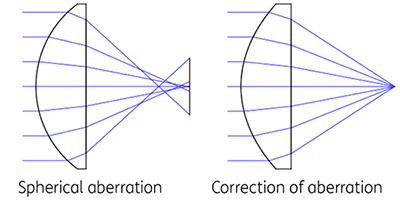
収差の補正
球面レンズを使用すると、必然的に球面収差と呼ばれる結像エラーが発生します(左図を参照)。これにより、光線が光軸上で1つの焦点に収束しないため、わずかにぼやけた焦点の合っていない画像が生成されます。
光線は、光軸からの距離に応じてさまざまな角度で屈折します。レンズのエッジを通過する光線は、より強く屈折します。非球面レンズは回転対称であり、1つまたは複数の非球面形状があります。表面の形状は、光軸からの距離が増すにつれて曲率半径が変化します。
これらの特性により、光線は一点に収束し、球面収差を補正することができます。最新の製造技術を使い、アスフェリコン社では最高の精度で非球面レンズを量産しています。
光学システムの小型化と軽量化
光学設計に関しては、非球面レンズを使用することで、光学システムのサイズを小さくすることができます。
複数の球面レンズを必要とするアプリケーションでも、非球面レンズ1個に置き換えることができる場合があります。
これはレンズによる収差の補正が高いということです。
非球面レンズの採用により、システム全体がコンパクトになり、全体の重量を減らすことができます。
光学システムの小型化の実例として、ビームエキスパンダがあります。
非球面ビームエキスパンダは、1個の非球面レンズのみで構成されます。
アフォーカル特性により、個々のビームエキスパンダを直列に接続して、ビームの拡大率を変えることができます。
ケプラー式やガリレオ式テレスコープなどの従来のシステムと比較して、同じ倍率と品質を維持しながら、全長を最大 50% 短縮します。
この3つの光学システムを拡大率 10 倍の例として以下に示します。
結果:非球面システムを使用すると、全体のサイズが最大 50% 縮小されます。
そして非球面ビームエキスパンダは直列に5個つないだ場合でも、回折限界の性能を維持しています。
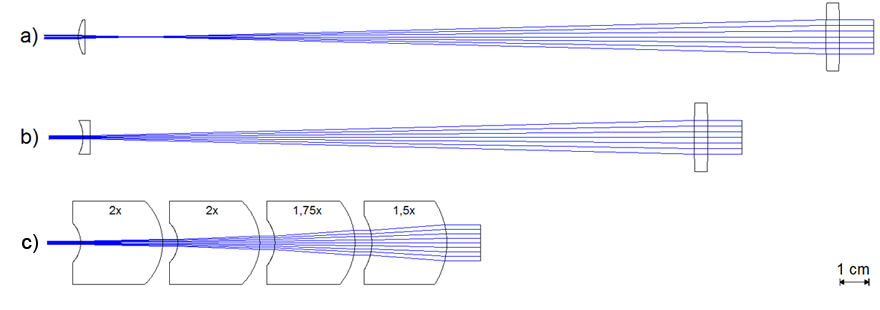 図2:10 倍のビームエキスパンダの比較、ケプラー式、ガリレオ式、非球面ビームエキスパンダ
図2:10 倍のビームエキスパンダの比較、ケプラー式、ガリレオ式、非球面ビームエキスパンダ
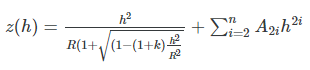
数式であらわす非球面レンズ
球面レンズとは異なる形状を持つため、非球面レンズにはより複雑な式が必要です。
伝統的に非球面レンズの表面プロファイルは以下の数式で表されます。
Z = サグ
h = 光軸からの距離 ( 入射の高さ)
R = 半径
k = 円錐定数
A2i = 補正多項式の非球面係数
回転対称の非球面のそれぞれの非球面係数がゼロの場合、表面プロファイルは円錐形と見なされます。
円錐定数 k に応じて、次の円錐曲線のいずれかが表面形状の説明となります。
| 円錐定数 | 円錐曲線 |
|---|---|
| k = 0 | 球 |
| k > -1 | 楕円 |
| k = -1 | 放物線 |
| k < -1 | 双曲線 |
2015 年に更新された規格 ISO 10110 には、従来とは異なる非球面の記述があります。
正規直交多項式に基づいて、非球面レンズの実際の形状誤差をモデル化するために使用できます。
新しい式には、表面商 Qm も含まれており、次のようになります。
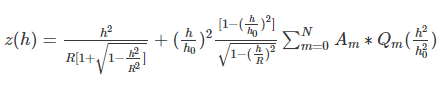
改訂された式は、非球面レンズ表面の数式を単純化する広範囲にわたる利点を提供します。
主な利点の1つは、表面プロファイルの記述に必要な有効桁数が少ないことです。
さらに偏差からの最大サグも記述します。
これは、最大係数Amにこの係数の次数の最大振幅を掛けることによって算出できます。
非面レンズ表面のプロファイル
よく言われる表面形状の欠陥は次の3つです。
- 表面形状エラー (Surface form error)
- うねり (Waviness)
- 表面粗さ (Surface roughness)
これらは非球面レンズとして理想的な表面からの実際の表面の偏差を表します。
表面プロファイルを記述するパラメーターを使って、製造されたレンズプロファイルの品質を予測できます。
優れた表面品質のレンズの製造には、とりわけ安定した加工プロセスが重要です。
| 表面パラメータ | 表面形状エラー (Surface form error) |
うねり (Waviness) |
表面粗さ (Surface roughness) |
|---|---|---|---|
| 形状偏差 |

|
|
|
図3:3つの表面形状の欠陥の比較
表面形状エラー (Surface form error)
表面形状エラーは、レンズ表面の最低点と最高点の違いを表します。
例えるなら、それは山 (Peak) から谷 (Valley) へとも言えるので、表面形状エラーは PV (peak-to-valley) 値で表されます。
PV 値は、非球面レンズの表面を検査するための重要な仕様の1つです。それは、wave またはフリンジで表されます。
RMS またはµm偏差として規定することもできます。
RMS 値(二乗平均平方根)は、欠陥の面積を考慮し、実際の形状と設計値の差の平均平方を表します。
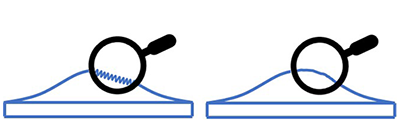
うねり (Waviness)
非球面レンズのうねりエラーは、たとえば、機械加工プロセス中の研磨ツールによって発生する可能性があります。
したがって、この表面偏差はアプリケーションに特化したものと言えます。
うねりは粗さよりも長い波長で表されるので、短い波長成分は検査時に取り除かれます。
低い周波数の成分のみが取り除かれずに通過します。これは、傾斜誤差とも呼ばれ、定義された長さで検査されます。
うねり公差の指定は、うねりが非球面レンズの光学的性能に影響を与える場合にのみ必要です。
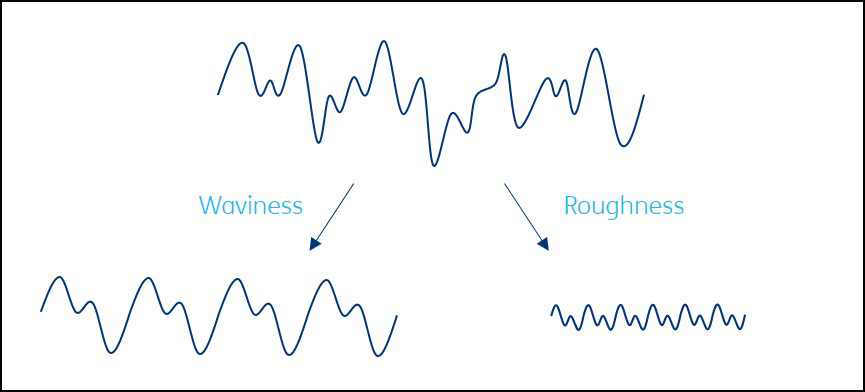 図4:非球面レンズの表面のうねり (Waviness) と粗さ (Roughness) の比較
図4:非球面レンズの表面のうねり (Waviness) と粗さ (Roughness) の比較
表面粗さ (Surface roughness)
表面粗さは、光学表面の最小の凹凸を表します。
したがって、ここでは短い波長成分のみが検査され、低い周波数成分は除外されます。
表面粗さは、研磨工程の品質を表すものです。その影響は、非球面レンズの用途において重大なものです。
たとえば、レンズの表面粗さが大きいと、高出力のレーザーの入射によって非球面レンズの消耗が早まる可能性があります。
さらに、散乱は測定結果の品質を低下させるため、表面粗さが低いことが高品質の特徴と見なされます。
計測や航空宇宙などの業界では、これは重要です。
特に高品質の非球面レンズの場合、表面粗さを決定することも製造プロセスの一部となっています。
高精度レンズ製造の新スタンダード
アスフェリコン社は非球面レンズの製造に特化しています。
その方法は、CNC による研削と研磨、ダイヤモンドターニング、ハイエンドフィニッシュの3種類があり、求められるレンズの性能によって製造方法を使い分けています。いわゆるブランクを様々な工程にかけます。
- CNC の研削またはダイヤモンドターニングによる成形
- 非球面レンズの素地を研磨
- 形状と表面の測定
- ハイエンドフィニッシュ向けは、さらに加工と測定
CNC による研削と研磨
ブランクとは、あらかじめ成形された素子でさらに加工するための非球面レンズのベースです。
最初の工程では、まず目指す形状へブランクが研削されます。
この複雑なプロセスには、さまざまな研削ツールが使用されます。
アスフェリコン社が独自に開発した CNC 制御ソフトウェアを使用して個々の加工工程をシミュレートします。自社製のソフトウェアを使用することで、すべてのレンズ製造工程の信頼性を向上させるカスタマイズが可能になりました。
次の研磨工程は非球面レンズの製造において重要なパートです。
形状誤差など、設計の要件を満たす表面にするためワンステップずつ段階的に機械加工されます。
研磨には非常に微細な粒子の研磨剤が使用され、その研磨剤は化学的に除去されます。
研磨されたレンズの最終段階では、要求の表面精度と表面品質をもつことはもちろん、細孔や深い亀裂のない明るい表面となっています。

ダイヤモンドターニング
ダイヤモンドターニングは、非球面レンズを成形する加工方法の1つです。
レンズ表面の加工には単結晶ダイヤモンドを使用しています。研削工具と比べて、はるかに小さく、より繊細なツールです。
硬度が高いため、レンズの超精密加工が可能で、表面品質が向上します。
ダイヤモンドターニングにより、非鉄金属、ニッケル-リン層、結晶、および IR ガラスを機械加工することができます。
プラスチック製の非球面レンズも可能です。
非球面レンズの測定
非球面レンズの製造において、加工に続く工程は測定です。
誤差を検知、修正するためにレンズの形状や表面を計測します。
非球面レンズの計測方式は、接触式、光学式、非接触式から処理工程や要求精度に応じて選択されます。
アスフェリコン社において非球面レンズを含むオプティクス全面の正確な測定とは、つぎの項目があります。
- 接触式の計測方法、最大直径 260mm のレンズまで対応
- 全表面、非接触式の計測方法、最大 420mm のレンズまで対応
- 非接触の中心厚さ測定
- 表面粗さ測定 Ra < 0.5nm RMS、測定範囲 最大 1x1mm
- 自由曲面の形状・位置の誤差・粗さの計測
- マウント・マウント付レンズ・レンズシステムについて、計測とマウント位置チェック
- 共焦点 3D での欠陥の評価
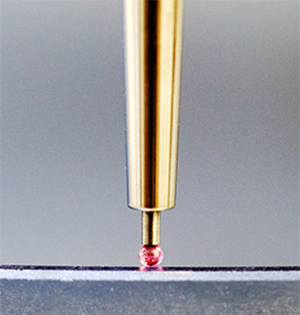
接触式測定
接触式の測定ではプローブで光学部品の表面をスキャンします。
測定対象表面の実測値と公称値との高さの差を測定します。
高さの差のデータは、ソフトウェアによって分析および評価されます。表面の輪郭を正確に測定するためには、先端にかかる接触圧力が一定で剛性が高い接触プローブシステムが必要です。
より複雑な接触式測定装置の中には、3D 座標測定システムとフォームテスタ Mahr MFU がありますが、どちらもアスフェリコン社で使用されています。
干渉測定
干渉測定法は非球面のテストにおいて、より一般的方法です。
干渉計は干渉の原理、つまり2つのコヒーレント光(テストビームと参照ビーム)の重ね合わせ、に基づいています。
光学面を評価するために特徴的な干渉縞パターンが生成されます。
干渉縞とは、テストビームの参照ビームへの位相シフトによって引き起こされる強度差です。
これは、非球面レンズのの表面形状と設計値との差が可視化されることを意味します。
非球面レンズを測定するためには、非球面参照波面を生成するコンピューター生成されたホログラム(CGH)が追加で必要になる場合があります。このような測定は、参照面を数回シフトする位相シフト測定法で繰り返し使われ、測定対象の非球面レンズの全面誤差マップが得られます。
MarOpto TWI 60 測定システムは、2017 年からアスフェリコン社で使用されていますが、CGH を使用しない光学計測および測定のパイオニアと見なされています。
最新の干渉計は、さまざまに傾斜した波面を使用して測定するため、非球面レンズとフリーフォームを数秒で検査します。
さらに高精度なオプティクスのためのハイエンド仕上げ
非球面レンズの製造における最後の処理ステップは、ハイエンド仕上げです。
この仕上げ方法は、最高レベルの表面精度が要求される特注レンズの製作のための最終的な補正工程となります。平面精度λ/ 600 RMS を実現する仕上げ方法は2つあります。
1つはアスフェリコン社が開発した ION-Finish™ 技術(イオンフィニッシュ技術、集光イオンビームを用いた光学面の正確な処理)です。
もう1つは 磁気粘性仕上げ(magnetorheological finishing 略してMRF、磁性粒子・研磨剤・水から成る磁気粘性液で物理的に研磨する技術)です。
さらに、アスフェリコン社はオングストローム研磨、粗さ値が 5Å の非球面加工(ISO 10110 準拠の Rq)も提供できます。
CNC 製造に基づくこの仕上げは完全に自動化されており、高出力レーザーでの加工用オプティクスには特にお勧めします。

非球面レンズの使用例
非球面レンズには、球面レンズにはない利点があります。最大の利点は収差の補正による結像性能の向上です。
たとえば、今日の望遠鏡はほとんどの場合非球面であり、特に直径が大きい望遠鏡はそうです。
非球面はズームレンズにも使用されます。
球面レンズを使用したアプリケーションと比較して、システムサイズが縮小されるだけでなく、画質も向上します。
天体観測だけでなく航空宇宙産業でも非球面レンズは使用されています。
例えば、人工衛星センチネル -4 にはアスフェリコン社の非球面オプティクスが搭載され、分光器の中で使われています。
宇宙空間では、高い光学性能だけでなく、過酷な環境に耐えるオプティクスが必要です。
人工衛星センチネル -4 (Sentinel-4) に関連したプロジェクトの詳しい情報はこちらのページをご覧ください。
他の用途は、ガウシアンからトップハットビームへの変換のようなレーザービームの成形です。
アスフェリコン社のビームシェイパーでは2個の非球面レンズでトップハットビームを生成します。
第1のレンズは入力されたガウシアンビームがある距離で均一な出力分布になるように光を再分配します。
第2のレンズはビームをコリメートして、トップハット特性を持つビームが作り出されます。
このような非球面レンズの応用は、材料加工 (例 金属の切断) や医療用途 (例 眼科用機器) でも興味深いものです。
トップハット用ビームシェイパーについてはこちらのページをご参照ください。
眼科用の検査機器でも非球面レンズが使われています。
非球面レンズは、予防および術後の検査、治療、診断などの眼科診療をサポートする特殊な機器(スリットランプや眼底カメラによる眼底検査機)に使われます。
非球面レンズの採用で、高解像度の画質が保証され、システムのコンパクト化にも役立ちます。
製造、品質管理、ロボット工学などの産業分野では、高品質のカメラシステムが必要です。
これらには、非球面レンズをベースにしたレンズが装備されています。
高温下での常時撮影など、最も過酷な条件をレンズは耐えなければなりません。
物体によって散乱された光を感光センサーに集中させることがカメラレンズの役目です。
いくつかの異なるプロセスステップを通過して、重要なデータが目的の場所まで転送されます。
アスフェリコン社の非球面レンズの利点
アスフェリコン社の非球面レンズの利点について、さらに詳しくご説明します。
最高レベルの非球面レンズ
アスフェリコン社はお客様が望む製品を最高レベルの技術で製造します。
世界的にもユニークな制御技術の CNC 加工機が、ほぼ全ての形状とサイズのレンズをお客様のご要望に基づいて完璧に仕上げます。
アスフェリコン社は最高水準の技術で製造し、原子レベルの精度さえも達成します。
面の最適化
“メイド・バイ・アスフェリコン”の非球面レンズは独自の品質で面が最適化されており、他では見つけることができません。
さまざまな製造工程を使うことで、アスフェリコンはお客様の要望の実現を保証する非常に精密なレンズ面を作り出します。
ノウハウと経済性
有名な研究機関とのパートナーシップの間に培われたアスフェリコン社の専門知識をご活用ください。
お客様それぞれが持つ困難なソリューションを正確に実行することができます。
小ロットの注文から量産まで、実績のあるアスフェリコン精度で作業します。
同時に、お客様のプロジェクトを完全に成功させるため、効果的かつ経済的な仕事を行います。


